reflow oven



Latest Soldering Equipment
Posted by Manncorp
MC-301N Nitrogen Benchtop/Batch Reflow Oven

Nitrogen, Profilable Batch Reflow Oven w/ Android™ OS. Match your solder paste manufacturers’ precise specifications for preheat, soak, reflow, and cooling with the MC-301N Nitrogen Batch Reflow Oven. By simulating the conditions of an inline reflow system in a benchtop unit, the MC-301N is ideal for product development, prototyping, and manufacturability testing. Detailed solder profiles are easily programmed, stored, and downloaded through the MC-301N’s exclusive hardware control app and Android operating system. Android architecture also allows users to take advantage of touch screen operation and integrated wireless networking for data transfer. Connection for nitrogen input and integrated flow controller included.
CR-4000C Full Convection SMT Reflow Oven

Compact, Affordable Lead-Free Reflow Soldering Oven with Combination Mesh Belt & Pin Conveyor. The CR-4000C is a perfect fit for those assemblers who want a compact medium-volume lead-free reflow with many of the profiling and performance characteristics of larger ovens.
Auto-Dip 6035-TS Programmable Dip Soldering System with Touch-Screen for Large PCBs

The fully programmable, touch-screen controlled Auto-Dip 6035-TS includes all the same features as the Auto-Dip 3530-TS, but has larger fixture-less and finger-type board holders that can handle oversized PCBs or pallets to 600 x 350 mm (23.6" x 13.8"). Like the 3530 models, the 6035-TS includes a titanium solder pot and digital PID temperature control for the full range of lead-free SAC or SnPb solders. All Auto-Dip dip soldering systems include an automatic dross skimmer and collection trough, multi-day automatic startup, foot pedal actuation, and a heavy-duty mounting stand. An optional spray fluxing unit is also available.
ULTIMA TR2 Benchtop Selective Soldering Machine

The unique and innovative design of the ULTIMA TR2 selective soldering machine brings features and performance to the benchtop that, until now, could only be found in equipment twice the size and twice the cost. The TR2 includes a high-precision PCB handling system fully programmable in the X, Y, and Z axes, a compact solder pot and pump assembly with extremely responsive, programmable flow control, and a wave nozzle with integral nitrogen preheat; features that guarantee fast, consistent, high-quality soldering of through-hole components to SMT boards.
C350 Lead-Free Wave Solder Machine

Low Solder Costs & Reduced Energy Consumption in an Affordable Low-to-Medium Volume Wave Soldering System. Having a solder capacity of just 150 kg (approximate weight for lead free solder), this machine will run almost 2/3 less than larger-pot systems in start up costs. Model C350 is geared toward low to mid-volume assemblers who don't have the space or budget for a full size system but require lead-free soldering capability for through-hole-only or through-hole, surface mount and mixed technology jobs. It's also ideal for precision low-volume applications. The C350 wave solder machine handles full-sized PCB assemblies up to 350 mm (13.8") wide in its fully adjustable, corrosion-resistant, fiber-finger conveyor and includes an IR preheater, foam fluxer and touch-panel PLC controller with weekly timer for automatic startup and shutdown.
ULTIMA NEO-L All-in-One Selective Soldering System

High-precision selective fluxing and soldering of through-hole parts to SMD assemblies. The ULTIMA NEO-L combines high-precision selective flux application with fully programmable point-to-point or continuous linear soldering to produce an all-in-one, turnkey solution for soldering through-hole components and connectors to SMT boards.
MC-301 Benchtop/Batch Reflow Oven

Profilable Batch Reflow Oven w/ Android™ Operating System. Match your solder paste manufacturers’ precise specifications for preheat, soak, reflow, and cooling with the MC-301 Batch Reflow Oven. By simulating the conditions of an inline reflow system in a benchtop unit, the MC-301 is ideal for product development, prototyping, and manufacturability testing. Detailed solder profiles are easily programmed, stored, and downloaded through the MC-301’s exclusive hardware control app and Android operating system. Android architecture also allows users to take advantage of touch screen operation and integrated wireless networking for data transfer.
28.400 Compact Wave Soldering Machine

Affordable Dual-Wave Soldering System for Medium- to High-Volume Production. Designed for budget conscious assemblers with intermediate to heavy throughput requirements, Model 28.400 wave solder machine comes standard with a number of advanced features. The wave solder system features an auto-cleaning titanium finger conveyor with motorized width adjustment that handles PCBs up to 15.75" (400 mm) wide. The internal, automatic spray fluxing system includes a precision, low-pressure atomizer. The highly stable, 4.2' (1300 mm) convection preheater activates fluxes while prepping the assembly for soldering temperatures. The 28.400 wave soldering equipment also includes a high-capacity 370 kg (816 lbs. approximate weight for lead free solder), lead-free-ready titanium-alloy solder pot and color LCD touch-panel control, with all parts backed by a one-year warranty.




SMT Assembly Line ARTechnologies S.A. Installation
Posted by Manncorp
“Thank you very much for all your effort during the training…We are very happy with everything and feel very confident with the equipment. Moreover, we are very happy with the way Manncorp conducted business. I am committed to working with Manncorp for a long time. You now have one more happy customer. Thanks again for everything!!!” - Antonio Ricaurte V. President ARTECHNOLOGIES S.A.




Android(TM) Operating System Controls New Benchtop Reflow Oven
Posted by Manncorp

Android(TM) Operating System Controls New Benchtop Reflow Oven
An innovative Android-based operating system and high-resolution touchscreen user interface only begin to explain why Manncorp’s new MC-301 Benchtop Reflow Oven is among its hottest new products for 2014. By simulating the environment of an inline reflow system in a small footprint, the MC-301 is ideal for prototyping, manufacturability testing, and even short-run batch production. Its exclusive Android control app allows surface mount assemblers and product developers to meet solder paste manufacturers’ precise specifications for the preheat, soak, reflow, and cooling phases of their recommended profiles. Heating and cooling rates in each stage are also automatically calculated to easily verify compliance with component and material requirements.
The system includes an internal thermocouple that can be used to measure and record actual temperatures at strategic locations on the PCB while soldering. In the advanced mode, real-time feedback from the thermocouple can be used to control heater power and to establish optimal temperature settings for various applications. Android architecture allows users to easily save, store, and transfer recorded data and process parameters conveniently across networks via integrated WiFi.
Unlike other batch reflow ovens, the MC-301 heating chamber is divided into multiple heating zones; each one assigned to its own channel of the temperature control system. This advanced design eliminates thermal gradients within the oven and ensures minimal delta-T (±2 °C) across its 10" x 8" working area. Rapid cooldown is achieved with the aid of high-efficiency intake fans that draw air through the bottom of the unit and out through the 3" exhaust port at the top rear. Measuring only 27" x 19" x 11" and weighing in at less than 100 lbs., the MC-301 is an excellent choice for labs, schools, small production facilities, or other installations where space is often at a premium.
“The Android platform is the perfect fit for the MC-301,” says Manncorp President, Henry Mann, “because it’s so consistent with our objective to utilize cutting-edge technology to deliver superior products at reduced cost. Android provided us so much built-in functionality, like WiFi and touchscreen, and it both simplified and accelerated the development of an advanced user interface. Of course, the benchtop oven is a relatively simple application, but we already are planning on using Android for future generations of more advanced equipment that will be monitored and controlled remotely from mobile devices.”
To learn more about the Android-based MC-301 Benchtop Reflow Oven from Manncorp, please go to http://www.manncorp.com/mc-301-benchtop-reflow.


Profilable Benchtop Reflow Oven - Simulate Inline Ovens w/ Preheat, Soak, Reflow, & Cooling
Posted by Manncorp
Match your solder paste manufacturers’ precise specifications for preheat, soak, reflow, and cooling with the MC-301 Batch Reflow Oven. By simulating the conditions of an inline reflow system in a benchtop unit, the MC-301 is ideal for product development, prototyping, and manufacturability testing. Detailed solder profiles are easily programmed, stored, and downloaded through the MC-301’s exclusive hardware control app and Android operating system. Android architecture also allows users to take advantage of touch screen operation and integrated wireless networking for data transfer.


SMT Source June News
Posted by Manncorp

SMT Source May News
Posted by Manncorp
Check out SMT Source May news highlighting Manncorp stencil printers, pick place machines and reflow ovens

Solder Oven TWS-850 Manncorp Tutorial 3
Posted by Manncorp
Tutorial 3 for the Southern Polytech State University ECET department Manncorp Pick and Place lab. This tutorial shows you how to set up the Manncorp TWS-850 solder reflow oven.
Creativity Fuels Increase in Sales For IMET

Tom Krol, President of IMET Corporation in their 15,000 sq. ft. headquarters in Southampton PA.
What makes the 12-year-old company's sizeable increase all the more remarkable is that it occurred during the depths of the current recession. While numerous businesses struggled to stay alive in 2008, IMET expanded, more than tripling its staff. Mr. Krol's confidence in America's and his own company's future, IMET recently purchased a 15,000 sq. ft. building in suburban Philadelphia. They expect to have it filled to capacity within three years after moving in last March.
Fueling that positive outlook is the wide range of a la carte outsourcing services IMET provides for its growing roster of OEM clients. Starting with product conceptualization by their industrial designer, the mechanical and electrical engineering team then advances the product to prototyping and preproduction stages. With automated printed circuit board assembly and manufacturing available, the company can be a total or partial contract resource from design to full production of the end product.
"All of these much-needed services are propelling our growth," said Mr. Krol, "because American companies are now coming back home, disillusioned after negative experiences with outsourcing in China. But many of those OEMs refuse to get involved with in-house assembly. Instead they have IMET as their single-source provider while they concentrate on marketing and sales."
Mr. Krol regards IMET as an "incubator" for new products by established companies as well as those from future entrepreneurs. Many of the latter seek government grants that fund new products with possible sociological benefits that could also contribute to economic recovery. One successful example is "StreetLight™ — a cane with a powerful built-in LED bulb that lights the way for visually impaired pedestrians and seniors who have a tendency to fall.
Products that owe their birthright to IMET include complex medical and automotive devices as well as electronic toys and games. One of the most promising creations in the latter category is a groundbreaking new pinball machine based on the iconic 1930's movie, "Wizard of Oz™". IMET is assembling the complex circuitry for this action-packed game which features custom animation, music and actual clips from the original film. The manufacturer, Jersey Jack Pinball, Inc., Lakewood, NJ, reports that the initial run of 1,000 machines has already been presold.
Another notable example is "me-ality" — a body scanner that "sizes up" anyone for correctly fitting clothing. Installed in upscale shopping mall kiosks, this device also names and locates all the stores in the mall that stock the sizes specified.
Mr. Krol credits much of IMET's success to his company's ability to migrate from design to contract manufacturing made possible by an employee team with diverse skills and an affiliation with vendors that deliver what they promise. "This has been especially true with equipment we've purchased from Manncorp, particularly their MC-391 pick and place machine, which was our first major capital outlay back in 2008. On it rode the destiny of our company. Not only did the placer perform as advertised, it still is doing its job shift-after-shift, day in day out. As a result, we expect to add a second high-speed line with AP-2500 automatic stencil printer, the 4-head MC-388 pick and place with 10,500 cph throughput and a CR-8000 lead-free reflow oven. Of course, there was never the slightest doubt that these could only be Manncorp machines," he added.
With sales and support offices in three locations: East (Willow Grove, PA), West (San Diego, CA) and Mexico, Manncorp offers SMT stencil printer, pick and place machine, reflow oven, Turnkey SMT assembly line, vapor phase soldering oven, PCB and stencil cleaning machines, BGA rework station, automated optical inspection (AOI) machine, wave soldering machine, dip soldering machine, selective soldering and fluxing machines, component lead forming machine, PCB conveyor, component counter, PCB depaneling machine, dry box for electronics and more SMT equipment. Accessing www.manncorp.com/smt is an informational experience. Not only are full details and specifications provided for the 150+ products, but prices are also attainable immediately after minimal contact information is provided.
Thermal Profiling for Reflow

Reflow oven temperature profiling is the most important aspect of proper control of the solder reflow oven process. It may appear to some to be a magical art practiced by a select experienced few, who are able to divine the proper settings for a reflow oven by reading graphs as if they were tea leaves. This does not have to be true. This article outlines a systematic method by which engineers and technicians can implement a successful reflow process from scratch.
The most basic type of profile is a ramp-to-peak (RTP) profile as shown in Figure 1. This type of profile is one where the rate of temperature increase over time is virtually constant for the entire heated portion of the profile. An RTP profile type is very common and is the easiest type to implement. There are three critical parameters for all solder materials on an RTP profile: peak temperature, rate of temperature increase over time (slope), and time above liquidus.

The peak temperature is exactly what it appears to be: the highest temperature experienced during the reflow process. The slope is the rate of temperature increase over time during the reflow process. The time above liquidus parameter is the time spent above the temperature at which the solder alloy is fully melted. These parameters will vary based on the alloy (especially peak temperature and time above liquidus) and the flux formulation (especially slope). The primary source for these parameters is the manufacturer’s data sheet for the solder paste that is used. In many cases, these specifications will provide an acceptable range. In some cases, only a minimum or maximum requirement is provided. This article will use a fictional solder paste that provides the following requirements: peak temperature of 240-255°C, profile slope of 0.8-1.0°C/second, and a time above liquidus of 30-60 seconds.
The first step of developing a reflow profile is to set the conveyor speed. This is the most important parameter to set correctly as any change during process development will invalidate all of the work accomplished to that point. The conveyor speed can be calculated as long as all the necessary information is available. The technician must know (or measure) the heated length of the oven and determine the required peak temperature and profile slope.
The next step is to calculate the time needed to reach the peak temperature by determining the difference between the peak temperature and room temperature and dividing that result by the slope. In our hypothetical example, the time to peak is (247.5 - 25) / 0.9 = 247.2 seconds. Notice that the midpoint was used for each range? This ensures that our calculated conveyor speed is near the center of the acceptable range.
Once the time to peak has been determined, the conveyor speed is calculated by dividing the heated length of the oven by the time to peak. Our hypothetical oven has 84 inches of heated length, resulting in a conveyor speed of 84 / 247.2 = 0.34 inches/second or approximately 20 inches/minute. The precision of the conveyor speed setting is not critical since the center of the range was used for peak temperature and profile slope, so rounding the value is acceptable. Once this value is determined, it will remain unchanged for the balance of the profile development.
The next task is to determine the goal temperature for the assembly at the end of each oven zone. In order to calculate the goal temperature at the zone exit, the technician must know the number of heated zones in the oven, the peak temperature desired, and the exit temperature of the previous zone. The calculation begins by determining the desired temperature rise for each zone, which is calculated by dividing the difference between the peak temperature and room temperature by the number of heated zones. In our example the oven has seven heated zones, so the calculation is (247.5 - 25) / 7 = 31.8 or approximately 32°C per zone.
The goal temperature for zone 1 is then calculated by adding the previous zone exit temperature (room temperature for zone 1) and the temperature rise per zone. For our example, this becomes 25 + 32 = 57°C. This is the temperature the assembly should reach by the end of the first zone, but the oven should be set to a higher value. There will be a difference between the oven set point and the temperature of the assembly during the reflow process. A good starting point is approximately 20°C higher, so the oven’s first zone should be set to 80°C. The subsequent zones can remain at their default value (typically room temperature) for now. Once the first zone has reached operating temperature, a measurement can be taken by passing an assembly with thermocouples and a data logger through the oven. After each pass, the assembly's temperature is compared to the goal and the oven set point is adjusted, as necessary, until the assembly exits the first zone at approximately 57°C. This process is repeated for each zone in sequence.
It is important to ensure that the slope of the profile curve remains constant throughout the zone. A profile that flattens at the end of any zone indicates the assembly is nearly reaching temperature equilibrium in that zone. This can be due to a high convection rate which should be reduced, if possible. If the oven does not have adjustable convection rates, the conveyor speed will need to be increased. If the conveyor speed is changed, the expected slope needs to be recalculated to ensure it is within specification. This is accomplished in the same manner as the determination of the conveyor speed, except the conveyor speed is now a known value, and the expected slope is the unknown value. If the conveyor speed is changed, the entire zone setting process should start again from zone 1.
The final two (or three) zones, typically, are where reflow occurs and is where the profile should exceed the liquidus point of the solder. The entire time the profile spends over the liquidus point of the solder is counted towards the time above liquidus parameter. This includes the time after the peak temperature (which will occur at the end of the last heated zone). The peak temperature and time above liquidus are typically adjusted by modifying the temperatures of the last two or three zones. This is accomplished through trial and error. However, by following the system described in this article the trial and error portion of developing a profile is limited to minor changes in a limited number of zones at the end of the process.
ACI Technologies can provide assistance developing reflow processes; call the Helpline at 610.362.1320, email helpline@empf.org, or visit http://www.aciusa.org
Jason Fullerton
Senior Product and Applications Engineer
ACI Technologies, Inc.
Manncorp CR Series Reflow Ovens for Every Reflow Soldering Application
Posted by Manncorp
Lead-free CR series SMT reflow ovens are designed for the mid-volume assembler with limited space requirements. Shorter heating tunnels lead to shorter overall system length without sacrificing performance, process width or features. In fact, CR series full-convection reflow ovens offer the best cost/performance ratio available.


For more information, please visit the website: Manncorp Lead-free CR series convection reflow ovens
Photo Gallery Shows Manncorp Install PCB Assembly Line at ELCOM
Posted by Manncorp
Manncorp installed PCB assembly line at ELCOM (Owned by Yazaki), including MC600 stencil printer, MC400 pick and place machine, CR4000C reflow oven and 16.350 wave soldering machine




Manncorp CR-4000C Reflow Oven
Posted by Manncorp
 The CR-4000C reflow oven is a perfect fit for those assemblers who want a compact medium-volume lead-free reflow with many of the profiling and performance characteristics of larger ovens. Their obvious choice should be the CR-4000C because except for size, energy usage and price – which are much lower -- it matches many big oven assets feature for feature. It has a combination stainless steel mesh belt & pin conveyor with a board-heating width of 500 mm (20") and a double-sided board processing capability. Also part of the package is an on-board computer with Windows®-based password-protected software to permit on-screen profiling that sets oven parameters automatically. All this in a space-saving length of just over 6 ½ ft. The 4000C is a very green machine, consuming just 5 to 8 KW of electricity -- even when ramped up to lead-free temperatures of up to 300°C. Included are four independently controlled zones of high mass heating panels with two bottom-side convection zones spanning a total heating length of 1040mm (41") circulated by forced hot-air convection utilizing high-speed blowers. Three thermocouple inputs are provided for advanced temperature profiling and thermal management functions.
The CR-4000C reflow oven is a perfect fit for those assemblers who want a compact medium-volume lead-free reflow with many of the profiling and performance characteristics of larger ovens. Their obvious choice should be the CR-4000C because except for size, energy usage and price – which are much lower -- it matches many big oven assets feature for feature. It has a combination stainless steel mesh belt & pin conveyor with a board-heating width of 500 mm (20") and a double-sided board processing capability. Also part of the package is an on-board computer with Windows®-based password-protected software to permit on-screen profiling that sets oven parameters automatically. All this in a space-saving length of just over 6 ½ ft. The 4000C is a very green machine, consuming just 5 to 8 KW of electricity -- even when ramped up to lead-free temperatures of up to 300°C. Included are four independently controlled zones of high mass heating panels with two bottom-side convection zones spanning a total heating length of 1040mm (41") circulated by forced hot-air convection utilizing high-speed blowers. Three thermocouple inputs are provided for advanced temperature profiling and thermal management functions.
Manncorp CR-4000T Reflow Oven
Posted by Manncorp
Manncorp CR4000T Reflow Oven: two lower convection zones, stainless steel mesh conveyor accommodates PCBs up to 500 mm (20") wide, full-color touch-screen LCD display, just over 6 1/2 ft. long.


For more information, please visit the website: Manncorp CR4000T Reflow Oven
SMT Reflow Oven
Posted by Manncorp
A reflow oven is a machine used primarily for reflow soldering of surface mount electronic components to printed circuit boards (PCB). Manncorp multi-zone CR Series SMT reflow oven are available for both conventional and lead-free solders. They are designed and built to the highest standards while attaining excellent cost/performance ratio. Models shown include KIC's Auto Focus Power Software. (CR-4000T excluded.)


For more information, please visit the website: Manncorp reflow oven
Computer-Controlled Batch Reflow With Real-Time Profiling Mimcs Inline Reflow
Posted by Manncorp
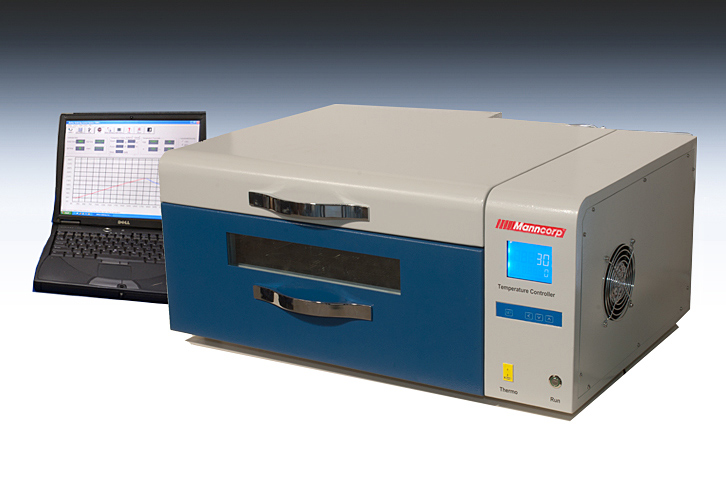
Manncorp’s BT300CP batch reflow oven has been upgraded to full computer control and now includes a laptop computer for convenient programming and program retrieval, oven operation, real-time display of actual board or oven temperatures, and process data storage and printing.
This benchtop reflow oven's ability to set as many as 40 sequential temperature points allows the temperature curves of solder paste manufacturer recommendations to be accurately reproduced, much the way an inline oven would. This not only produces production-level results but also simplifies the transition from prototyping/small batch production to full production.
BT300CP is a lead-free-capable batch reflow oven that takes up little more than 27" x 22" of table space. It ships directly from San Diego, California, comes with a 2-year parts warranty, and full software support is provided by Manncorp techs in the USA.
The BT300 series is also available as a nitrogen-ready oven (model BT300NCP).
Learn more and access pricing on the BT300CP, or contact sales@manncorp.com to discuss your unique reflow requirements.
Manncorp Wave Soldering Machines & Reflow Ovens with Nitrogen Environments
Posted by Manncorp
Manncorp wave soldering machines and reflow ovens with nitrogen environments, increase yields while improving build quality of lead-free boards.


For more information, please visit the website: Manncorp Wave Soldering Machines & Reflow Ovens with Nitrogen Environments